
Page 33 - Centerdrill Produktkatalog 2020 English
P. 33
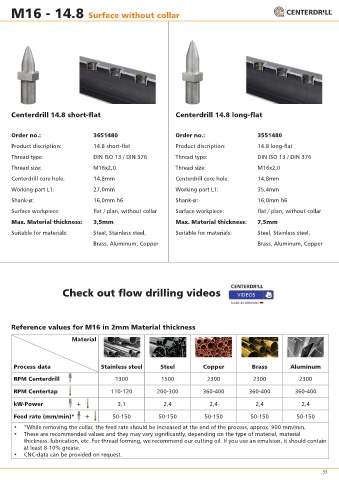
M16 - 14.8 Surface without collar
Centerdrill 14.8 long Centerdrill 14.8 short-flat Centerdrill 14.8 long-flat
Order no.: 3651480 Order no.: 3551480
Product discription: 14.8 short-flat Product discription: 14.8 long-flat
Thread type: DIN ISO 13 / DIN 376 Thread type: DIN ISO 13 / DIN 376
Thread size: M16x2,0 Thread size: M16x2,0
Centerdrill core hole: 14,8mm Centerdrill core hole: 14,8mm
Working part L1: 27,0mm Working part L1: 35,4mm
Shank-ø: 16,0mm h6 Shank-ø: 16,0mm h6
Surface workpiece: flat / plan, without collar Surface workpiece: flat / plan, without collar
Max. Material thickness: 3,5mm Max. Material thickness: 7,5mm
Suitable for materials: Steel, Stainless steel, Suitable for materials: Steel, Stainless steel,
Brass, Aluminum, Copper Brass, Aluminum, Copper
More process data can be found online Check out flow drilling videos
Reference values for M16 in 2mm Material thickness
Material
Process data Stainless steel Steel Copper Brass Aluminum
RPM Centerdrill 1300 1500 2300 2300 2300
RPM Centertap 110-120 200-300 360-400 360-400 360-400
kW-Power + 3,1 2,4 2,4 2,4 2,4
Feed rate (mm/min)* + 50-150 50-150 50-150 50-150 50-150
• *While removing the collar, the feed rate should be increased at the end of the process, approx. 900 mm/min.
• These are recommended values and they may vary significantly, depending on the type of material, material
thickness, lubrication, etc. For thread forming, we recommend our cutting oil. If you use an emulsion, it should contain
at least 8-10% grease.
• CNC-data can be provided on request.
33